任一種鍛件投入生產(chǎn)時(shí)�,首先必須根據(jù)產(chǎn)品零件的形狀尺寸����、性能要求、生產(chǎn)批量和所具備的實(shí)際條件�����,確定模鍛工藝方案��、制訂模鍛生產(chǎn)的全部工藝過(guò)程����。完善的工藝過(guò)程 至少應(yīng)包括下料、毛坯質(zhì)量檢驗(yàn)�、加熱、模鍛���、切邊沖孔�、表面清理、校正��、鍛件熱處理����、質(zhì)量檢驗(yàn)、入庫(kù)等工序��。
模鍛工序是工藝過(guò)程中***關(guān)鍵的組成部分�����,它關(guān)系到采取什么工步來(lái)鍛制所需的鍛件�����。錘上模鍛工序包括三類(lèi)工步����。
1)模鍛工步 包括預(yù)鍛和終鍛;
2)制坯工步 包括鐓粗��、拔長(zhǎng)��、滾擠、卡壓�����、成型���、彎曲等制坯工步����;
3)切斷工步�。
制訂模鍛工藝過(guò)程的主要任務(wù)是確定制坯工步��。圓餅類(lèi)鍛件與長(zhǎng)軸類(lèi)鍛件的制坯工步有本質(zhì)上的區(qū)別�,因而確定的方法互不相同,甚至其坯料的計(jì)算方法也不一樣���。
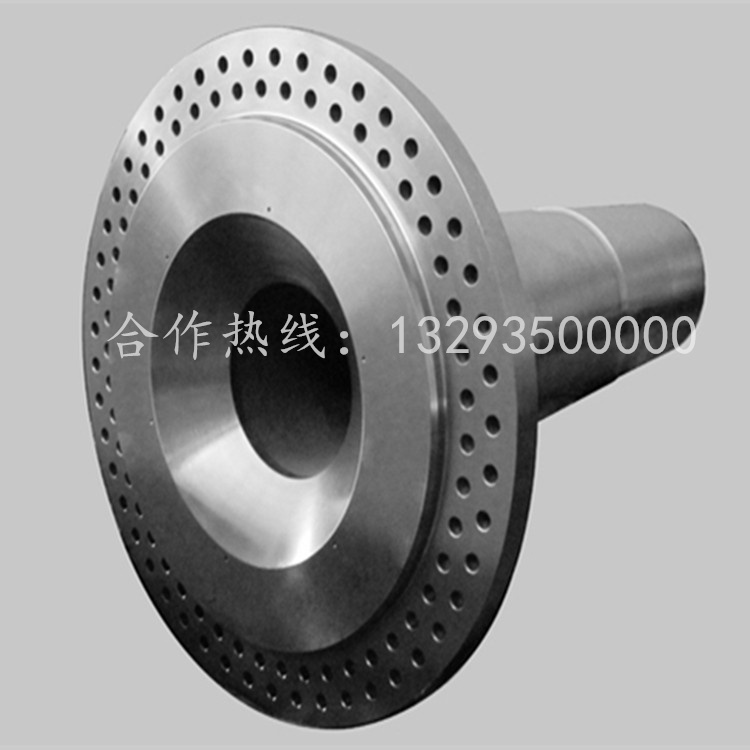
一�、圓餅類(lèi)鍛件制坯工步選擇
圓餅類(lèi)鍛件一般使用鐓粗制坯���,形狀較復(fù)雜的宜用成型鐓粗制坯���。不過(guò)特殊情況下�, 也有用拔長(zhǎng)��、滾擠或打扁制坯的��。圓餅類(lèi)鍛件的坯料作鐓粗制坯�,目的是避免終鍛時(shí)產(chǎn)生折疊,兼有除去氧化皮從而提髙鍛件表面質(zhì)量和提高鍛模壽命的作用���。
二�、長(zhǎng)軸類(lèi)鍛件制坯工步選擇
長(zhǎng)軸類(lèi)鍛件有直長(zhǎng)軸線鍛件���、彎曲軸線鍛件�����,帶枝芽的長(zhǎng)軸件和叉形件等���。由于形狀 的需要,長(zhǎng)軸類(lèi)鍛件的模鍛工序由拔長(zhǎng)�����、滾擠、彎曲�����、卡壓�、成型等制坯工步。以及預(yù)鍛��,終鍛和切斷工步所組成���。

 新聞資訊
新聞資訊 公司新聞
公司新聞